
Продукция



-

Прокладка мельницы
-

Портативное устройство для прочистки труб
-

Мотор
-

Опорное колесо
-

Машина для мытья полов
-

Умный подметальный робот
-

Высоконапорный очиститель
-

Электрический ковш с опорными колесами
-

Взрывозащищенный высоконапорный очиститель
-

Направляющее колесо электрической лопаты
-

Зубья электрокопателя
-

Автоматический робот для взбирания по стене с рециркулирующим диском
-

Дробильная пластина для щековой дробилки
-

Зубчатая рейка для электрокопа
-
Угол отвала бульдозера
-

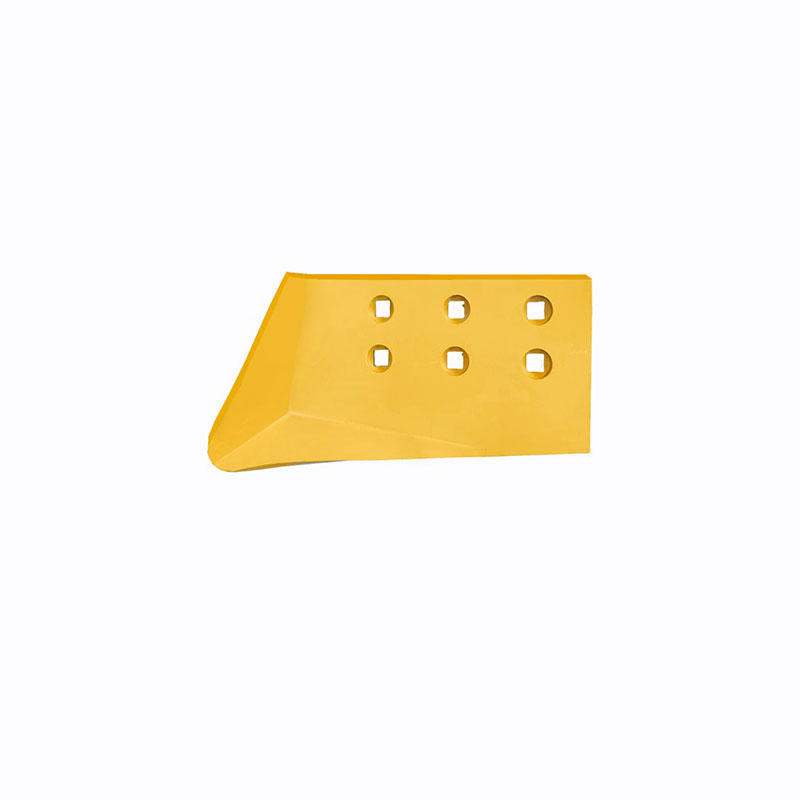
Зубец кромки пластины с заостренным лезвием

Конструкционные детали GE
При различных сценариях развития бизнеса в конструкционных отливках GE могут использоваться различные материалы. Например, в аэрокосмической отрасли могут использоваться высокопрочные сплавы с низкой плотностью;
В некоторых видах литья в энергетической отрасли могут использоваться детали из легированного чугуна с хорошей жаро- и коррозионной стойкостью и т. д.
Описание
маркер
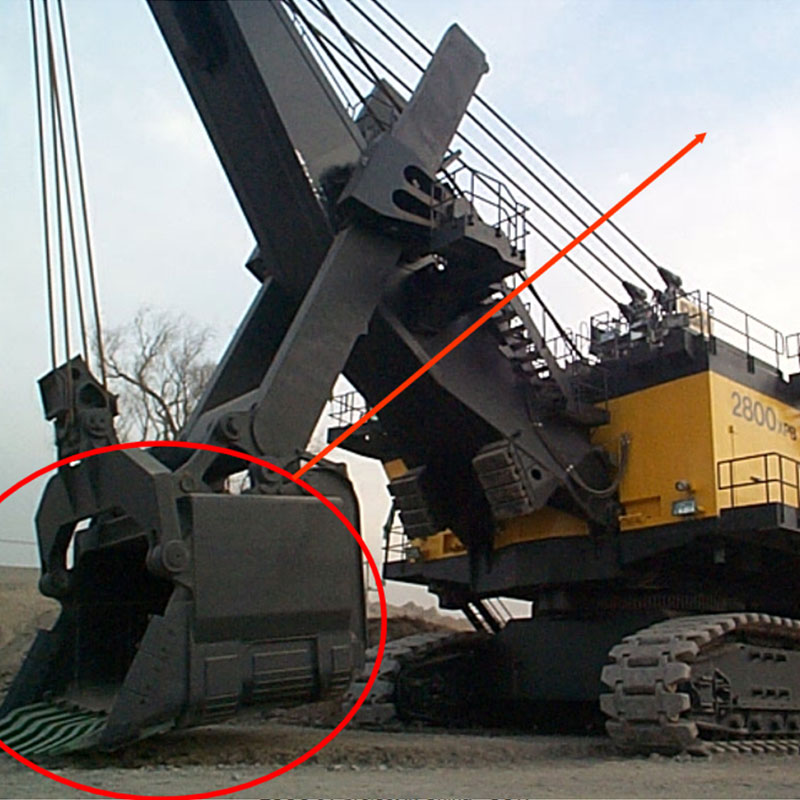
Конструктивные компоненты GE - защитные кожухи
Nзготовление
При различных сценариях развития бизнеса в конструкционных отливках GE могут использоваться различные материалы. Например, в аэрокосмической отрасли могут использоваться высокопрочные сплавы с низкой плотностью;
В некоторых видах литья в энергетической отрасли могут использоваться детали из легированного чугуна с хорошей жаро- и коррозионной стойкостью и т. д. Обычные чугунные материалы включают серый чугун, белый чугун, ковкий чугун, ковкий чугун, перистальтический чугун и т.д. Легированные чугунные детали получаются путем добавления соответствующего количества легирующих элементов (таких как кремний, марганец, фосфор, никель, хром, молибден, медь, алюминий, бор, ванадий, олово и т.д.) к обычному чугуну с соответствующими жаропрочными, износостойкими, коррозионностойкими, устойчивыми к низким температурам или немагнитными характеристиками.
Для отливок конструктивных элементов GE из чугуна могут применяться следующие процессы термообработки:
Отжиг для снятия напряжения: из-за толщины стенки отливки не является равномерным, в процессе нагрева, охлаждения и фазовых превращений, будет производить эффект силы и организационного напряжения, крупные детали в механической обработке его внутреннего остаточного напряжения, все эти внутренние напряжения должны быть устранены. Снятие напряжения отжиг, как правило, температура нагрева 500 - 550 ℃, время удержания 2 - 8h, а затем печь охлаждения (серый чугун) или воздушное охлаждение (ковкий чугун). Этот процесс может устранить 90 - 95% внутренних напряжений в отливке, но организация чугуна не меняется.
Устранение белого рта литья высокотемпературного графитированного отжига: охлаждение литья, поверхностный слой и тонкий участок, часто производят белый рот.
Организация белого рта является твердой и хрупкой, плохо поддается обработке, легко отслаивается.
Поэтому для устранения белой организации рта необходимо использовать метод отжига (или нормализации).
Процесс отжига: нагрев до 550 - 950 ℃, выдерживание 2 - 5 часов, затем печь охлаждается до 500 - 550 ℃ и затем выходит из воздушного охлаждения.
Закалка и отпуск ковкого чугуна: Для улучшения механических свойств ковкого чугуна, как правило, отливки нагреваются до Afc1 выше 30 - 50 ℃ (Afc1 представляет собой конец формирования температуры при нагреве A), закалка в масло после изоляции, чтобы получить мартенситной организации. Для того, чтобы правильно уменьшить остаточное напряжение после закалки, общая закалка должна быть закалена. Низкая температура отпуска организации для закаленного мартенсита плюс остаточный бейнит плюс шаровидный графит, подходит для требований высокой износостойкостью, высокой прочностью частей; средняя температура отпуска 350 - 500 ℃, закаленные организации для закаленного кварцита плюс шаровидный графит, подходит для требований хорошей износостойкостью, с определенной степенью стабильности и эластичности более толстых частей.
Изотермическая закалка ковкого чугуна: ковкий чугун путем изотермической закалки может быть получен после высокой прочности, в то же время имеют хорошую пластичность и вязкость. Температура нагрева обычно используется Afc1 выше 30 - 50 ℃, температура изотермической обработки 200 - 350 ℃, для того, чтобы обеспечить комплексные механические свойства нижней организации бейнита.
Поверхностная закалка: для улучшения поверхностной твердости, износостойкости и усталостной прочности некоторых отливок может использоваться поверхностная закалка. Отливки из серого чугуна и ковкого чугуна могут быть подвергнуты поверхностной закалке, как правило, с использованием высокой (средней) частоты индукционного нагрева поверхности закалки и электроконтактной поверхностной закалки.
Химико-термическая обработка: Для отливок, требующих износостойкости поверхности или устойчивости к окислению и коррозии, может использоваться процесс химико-термической обработки, аналогичный стальному, например, газовое азотирование, протравливание бором, протравливание серой и другие виды обработки.
Изображение продукта

связаться с нами
Сопутствующие популярные продукты

Электрический мотор
Выбор подходящих материалов: использование погодостойких материалов, защитных покрытий и других мер для повышения климатической адаптивности генератора;
Электрический ковш с опорными колесами
Опорный ролик электрокопателя является важной частью ходовой части электрокопателя. Обычно под «четырьмя колесами и одним ремнем» в ходовой части электрокопателя понимаются четыре колеса, включая опорный ролик, а три других колеса — это ведущее колесо, направляющее колесо и опорное колесо.
Угол отвала бульдозера
Ножи для строительной техники обычно изготавливаются из износостойких материалов, выдерживающих суровые условия эксплуатации и высокие нагрузки. Их конструкция учитывает различные геологические условия и требования к работе, что позволяет повысить эффективность и продлить срок службы.

Реечная передача для электрического экскаватора
Цепная звезда электрокопателя, как один из видов цепных звезд, играет важную роль в передаче мощности в оборудовании электрокопателя. Основные материалы, из которых она изготавливается, включают чугун, сталь и алюминиевый сплав, что обеспечивает достаточную прочность и долговечность.
Дробильная пластина для щековой дробилки
Щековая плита, также известная как щековая пластина, зубчатая пластина, является главной частью щековой дробилки и основной износостойкой изнашиваемой частью, есть подвижная щековая плита и статическая щековая плита. В соответствии с различными моделями щековой дробилки, щековая плита имеет различные модели и размеры.
Электрический экскаватор
С непрерывным прогрессом науки и техники электрические лопаты также постоянно умнеют. Tai Heavy Group самостоятельно разработала интеллектуальную систему дистанционного управления автоматической погрузкой для электрических лопат в открытых карьерах.

Цепь для электрической лопаты
Цепь электрокопателя, являясь центральным элементом трансмиссионной системы электрокопателя, выполняет важную задачу передачи мощности. С помощью таких прецизионных трансмиссионных элементов, как шестерни, цепи, стальные тросы и блоки,она непрерывно передает мощность на все рабочие части, приводя в действие ряд сложных движений электрокопателя, таких как копание, подъем и поворот.
Приводной ремень
Ременные передачи двигателя, специальные ремни, резиновые шланги, резиновые уплотнения, металлические детали, автомобильные V-образные ремни, многоклиновые ремни, синхронные ремни, ремни для строительной техники и т. д.
Высоконапорный очиститель
Можно разделить на высоконапорные очистители с холодной водой и высоконапорные очистители с горячей водой. В очистители с горячей водой добавлен нагревательный прибор, который нагревает воду с помощью камеры сгорания или электрического нагревателя.
Прокладка мельницы
Полуавтогенная мельница является одним из широко используемых оборудований в горнодобывающей, металлургической и других отраслях промышленности, которое играет важную роль в измельчении. Полуавтогенная мельница является одним из видов дробильно-размольного оборудования с принудительной разгрузкой, а ее мелющая среда состоит из стальных шаров и самой руды.

Отвал для грейдерных лезвий
Материалы, используемые для изготовления отвалов грейдеров, можно разделить на три основные категории: углеродистая инструментальная сталь, низколегированная инструментальная сталь и легированная инструментальная сталь.
Зубец кромки пластины с заостренным лезвием
Он обычно используется в различных механических устройствах для уменьшения износа и продления срока службы ножа. Изготовлен из высокопрочной стали, обладает высокой твердостью и прочностью, а также эффективно противостоит износу. Продлевает срок службы продукта.
Зубья электрокопателя
Зубчатый наконечник ковша, как у экскаваторов, погрузчиков и других инженерных машин и оборудования, относится к ключевым расходным деталям, как бы «зубам» машины, играет жизненно важную роль.

Натяжное устройство экскаватора
Натяжной шкив, также называемый натяжным роликом, представляет собой натяжное устройство для ременной передачи. В оборудовании электрической лопаты, когда центральное расстояние ремня не может быть отрегулировано, необходимо использовать натяжной ролик для натяжения ремня.

Рыхлитель экскаватора
Применяется для дробления и разбивания твердой почвы, полутвердых пород и выветренных пород, облегчая последующие работы по выемке и погрузке с помощью ковша. Может использоваться для выемки трещиноватых пород, дробления мерзлой почвы, а также для разрыхления асфальтового покрытия.

Ведущее колесо экскаватора
Ведущее колесо электрической лопаты является ключевым компонентом в механизме передвижения электрической лопаты. Возьмем в качестве примера электрическую лопату WK-35, это важный компонент для реализации движения вперед и назад электрической лопаты.



