
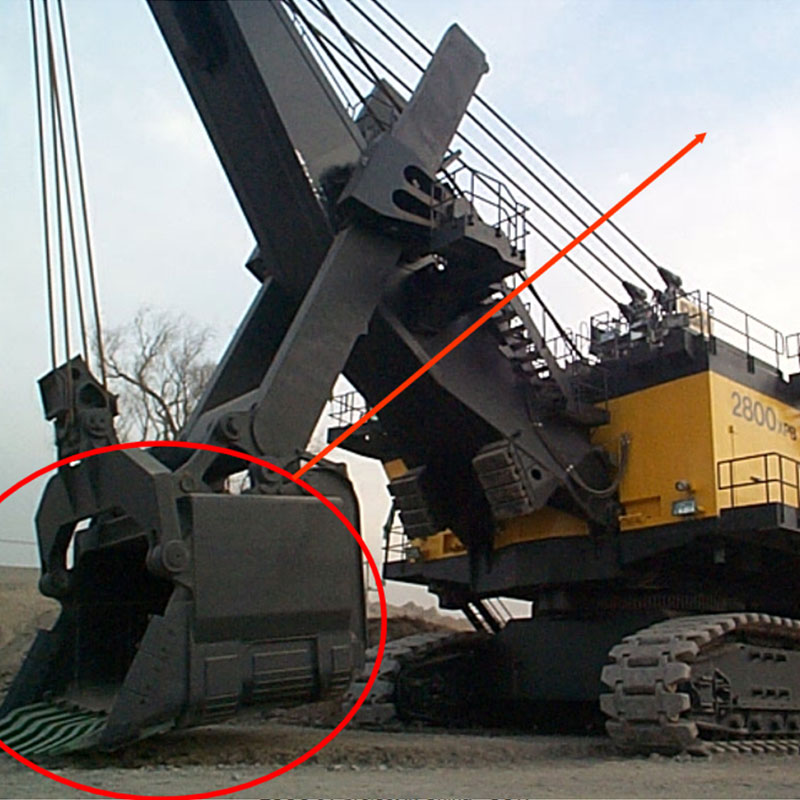
Производитель накладной сварки зуба ковша экскаватора
Накладной свар зуба ковша экскаватора – тема, с которой мы постоянно сталкиваемся в работе. Многие считают это простым процессом, как приварить одну деталь к другой. Но на практике все гораздо сложнее. С каждым годом требования к долговечности и износостойкости деталей для горнодобывающей техники растут, а это значит, что и подход к изготовлению таких элементов должен быть соответствующим. Хочется сразу сказать: гораздо важнее правильный выбор металла и технологии сварки, чем просто быстро получить результат.
Выбор материалов: не все стали одинаково полезны
Вопрос выбора металла – это первое, что нужно решить. Обычно используют высокоуглеродистые стали, но выбор конкретной марки зависит от условий эксплуатации. Например, в условиях интенсивного износа, в контакте с абразивными материалами, необходимо применять стали с повышенным содержанием хрома, марганца и ванадия. Важно учитывать не только механические свойства стали, но и ее свариваемость. Некоторые марки требуют специальных сварочных материалов и режимов. Мы часто сталкиваемся с ситуациями, когда заказчики хотят сэкономить, заказывая детали из дешевой стали, что приводит к преждевременному износу и необходимости повторного ремонта. И это, в конечном итоге, обходится дороже, чем использование более качественного материала с самого начала.
Например, работали с одним крупным экскаваторным парком, где постоянно приходилось менять зубы ковшей. Изначально они использовали сталь марки 30ХГСА. Через полгода эксплуатации зубы были сильно изношены и требовали замены. После анализа выяснилось, что для этих условий более подходящей была сталь У7. Незначительное увеличение стоимости материала в итоге дало существенное увеличение срока службы детали и снижение затрат на обслуживание техники. Это был хороший урок, который мы усвоили и применяем в дальнейшей работе.
Технология сварки: от полуавтомата до TIG
Способ соединения элементов – это еще один ключевой момент. В большинстве случаев используется дуговая сварка, чаще всего полуавтоматическая (MIG/MAG). Она достаточно быстрая и позволяет получить прочное соединение. Однако, для деталей, подвергающихся высоким нагрузкам и требующих высокой точности, лучше использовать сварку аргоном (TIG). TIG-сварка обеспечивает более качественный шов, меньше деформации и лучшую устойчивость к коррозии. Конечно, TIG-сварка требует больше времени и квалификации сварщика, но результат того стоит.
Мы стараемся использовать комбинированный подход. Для крупных деталей и элементов, подверженных особенно высоким нагрузкам, используем TIG-сварку, а для менее критичных – полуавтоматическую. При этом важно не забывать о подготовке к сварке: очистке поверхности, выравнивании шва и использовании соответствующих сварочных материалов. Неправильная подготовка может привести к образованию дефектов и снижению прочности соединения. Также, очень важно контролировать температуру нагрева, чтобы избежать термических напряжений в металле.
Проблемы и решения: деформации, трещины и другие подводные камни
В процессе производства накладной сварки зуба ковша экскаватора неизбежно возникают проблемы. Наиболее распространенные – это деформации, трещины и образование шлака. Деформации могут возникнуть из-за неравномерного нагрева металла или неправильного выбора режимов сварки. Для предотвращения деформаций необходимо использовать специальные методы контроля температуры и применяться к сварке с определенной скоростью и током.
Трещины могут возникать из-за остаточных напряжений в металле или некачественной сварки. Чтобы избежать трещин, необходимо тщательно контролировать качество сварного шва и проводить термическую обработку после сварки. А шлак необходимо тщательно удалять, чтобы он не снижал прочность соединения. Иногда, особенно при работе с толстыми деталями, необходимо использовать предварительный нагрев, чтобы снизить риск образования трещин. Мы часто сталкивались с проблемами образования трещин вблизи отрезных краев, решение – постепенный нагрев и охлаждение детали.
Контроль качества: гарантия надежности и долговечности
Качество производства зуба ковша напрямую влияет на безопасность и эффективность работы экскаватора. Поэтому контроль качества является обязательным этапом. Мы используем различные методы контроля: визуальный осмотр, ультразвуковой контроль, рентгенографию. Визуальный осмотр позволяет выявить дефекты поверхности, такие как трещины, сколы и вкрапления. Ультразвуковой контроль позволяет выявить внутренние дефекты, такие как поры и включения. Рентгенография позволяет получить изображение внутренней структуры детали и выявить дефекты, которые не видны при других методах контроля.
Наша компания, ООО Пекин Цзюньитай Машины, строго следит за качеством своей продукции и предоставляет гарантию на все детали. Мы также предлагаем услуги по техническому обслуживанию и ремонту оборудования для горнодобывающей промышленности. Опираясь на наш многолетний опыт и использование современных технологий, мы уверены, что сможем предложить вам качественные и надежные детали, которые прослужат долго.
Современные тенденции: автоматизация и роботизация
Сейчас наблюдается тенденция к автоматизации и роботизации процессов сварки зуба ковша. Это позволяет повысить производительность, снизить затраты и улучшить качество продукции. Автоматизированные сварочные линии позволяют выполнять сварку с высокой точностью и повторяемостью. Роботы могут выполнять сложные и монотонные операции, освобождая сварщиков от рутинной работы. Хотя внедрение таких технологий требует значительных инвестиций, в долгосрочной перспективе они окупаются.
Мы сейчас изучаем возможности внедрения роботизированных сварочных линий в нашем производстве. Мы считаем, что это позволит нам повысить эффективность работы и снизить риск человеческого фактора. Но при этом мы не забываем о важности квалификации сварщиков. Автоматизация должна использоваться для дополнения, а не для замены человеческого труда. Опыт и знания сварщика остаются важными для обеспечения качества и надежности продукции.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Мотор
Мотор -
 Зубчатая рейка для электрокопа
Зубчатая рейка для электрокопа -
 Прокладка мельницы
Прокладка мельницы -
 Цепь для электрической лопаты
Цепь для электрической лопаты -
 Автоматический робот для взбирания по стене с рециркулирующим диском
Автоматический робот для взбирания по стене с рециркулирующим диском -
 Опорное колесо
Опорное колесо -
 Портативное устройство для прочистки труб
Портативное устройство для прочистки труб -
 Запасные части для дробилок
Запасные части для дробилок -
 Электрический ковш с опорными колесами
Электрический ковш с опорными колесами -
 Электрический экскаватор
Электрический экскаватор -
 Футеровка мельницы
Футеровка мельницы -
 Отвал для грейдерных лезвий
Отвал для грейдерных лезвий
Связанный поиск
Связанный поиск- Производители рукояток для лопат
- Ремень приводной 2 2
- Основная страна-покупатель экскаватора с фронтальной лопатой wk-10
- Цена защитного блока
- Цена на цилиндр ковша экскаватора
- Китайский поставщик ковша экскаватора работа
- Лучшие покупатели ковшовых экскаваторов 0.65 м3 в китае
- Лучшие покупатели ковшей для экскаваторов объемом 5 куб. м
- Лучшие покупатели износостойких колпачков из китая
- Цена соединительного блока для электрической лопаты в китае



